How to Choose CNC Lathe Chuck?
1. What does CNC lathe chuck refer to?
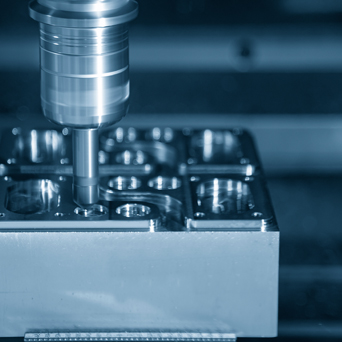
The chuck fixture of the lathe mainly refers to the fixture installed on the spindle of the CNC lathe. This type of fixture is connected to the spindle of the machine tool and drives the workpiece to rotate with the spindle.
CNC lathe chuck fixtures are mainly divided into two categories: various chucks, which are suitable for processing disc parts and short shaft parts; fixtures for center hole and top center positioning and installation of workpieces, suitable for larger lengths or processing shaft parts with more processes. CNC turning processing requires that the fixture should have high positioning accuracy and rigidity, simple structure, strong versatility, easy to install fixtures on the machine tool, rapid loading and unloading of workpieces, automation and other features.
2. How to choose a CNC lathe chuck?
1. In the CNC lathe processing of various chuck fixtures, the outer circle of the workpiece or blank is used for positioning in most cases. The following types of fixtures are positioned by the circumference.
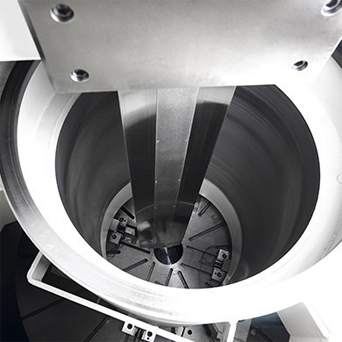
(1) Three-jaw chuck
The three-jaw chuck is the most commonly used universal fixture for CNC turning lathe. The biggest advantage of the three-jaw chuck is that it can be automatically centered, with a large clamping range and fast clamping speed, but the centering accuracy has errors and is not suitable for coaxiality requirements. Secondary clamping of high workpieces. In order to prevent the deformation and vibration of the workpiece from affecting the machining quality during turning, when the workpiece is clamped in the three-jaw self-centering chuck, the overhang length should not be too long.
(2) Claws
CNC lathes have two commonly used standard chuck claws, hard claws and soft claws.
2. When the jaws are clamped on unprocessed surfaces, such as castings or rough bar surfaces, when large clamping force is required, use hard jaws; usually to ensure rigidity and wear resistance, hard jaws should be heat treated, the hardness is higher. When it is necessary to reduce the runout deviation of two or more parts, and do not want to have clamp marks on the machined surface, soft jaws should be used. Soft jaws are usually made of low-carbon steel. Before use, soft jaws must be bored to match the workpiece. The biggest feature of soft-jaw clamping is that the workpiece can maintain a certain position accuracy even though it has been clamped many times.

-

What Are the Safety Rules of Machining Center?
In the manufacturing industry, safe production is a very important rule. So in the use of processing centers, which aspects should be paid attention to in the safety rules? Here are a few very importa... -
The Importance of Safety and Ergonomics When Using CNC Turntables
In the fast-paced manufacturing industry, CNC turntables have become essential tools for enhancing productivity and precision. These ingenious machines allow for swift and seamless rotation of workpie... -

Overview and Operating Precautions of Floor-Type Boring Machine
Introduction to Floor-type Boring MachineDo you know about floor-type boring machine? In fact, they use a type of non-boring, high-speed processing spindle with many interchangeable cutting heads, mak...
-
Lathe
-
CNC Boring Mill
-
CNC Machining Center
-
Fabrication Service
- Balls Screw Nut
- Components for Construction, Cgriculture and Cining Machinery
- Hydraulic Cylinders
- Hydraulic Pistons
- Machine Tool Components
- Valves
- Welded Components
- Bars & Tubes
- Bearing Rings
- Bearing Rolls
- Motor Shells
- Ceramic Parts
- Cylindrical Broaches
- Dreesing Tools
- Electric Motor Shafts
- Gearbox
- Gears
- Progressive Dies
- Pumps