How to Operate the CNC Lathe?
1. CNC lathe processing sequence
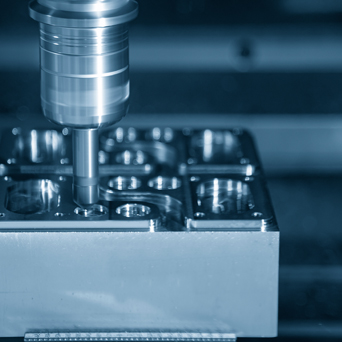
In the process of CNC lathe processing, the processing objects are complex, especially the shape and position of some contour curves, and the difference in materials and batches increases the processing difficulty. Therefore, when formulating the processing sequence for specific parts, specific analysis and different treatment should be carried out first, and the processing should be flexibly handled. Only in this way can the rationality of the processing sequence be guaranteed. Thereby improving production efficiency and harvesting high-quality products. Two levels of issues should be fully considered when programming, one is the processing sequence, and the other is the parameters, such as speed, feed, and depth of cut.
The processing sequence of CNC turning lathes is generally drilling first, then flat end. This can prevent material shrinkage during drilling; rough machining first, then fine machining; first machining with large tolerances and then machining with small tolerances. The processing of the previous process cannot affect the positioning and clamping of the next process, and there are general machine tool processing processes in between. It also needs to be considered comprehensively. For the multiple processes carried out in the same installation, the process with less rigid damage to the workpiece should be arranged first, and the processes with the same positioning and clamping method or the same tool processing should be connected first to reduce the number of repeated positioning and tool changes. And the number of times to move the platen. Internal and external cross For parts that have both internal surface (inner cavity) and external surface to be processed, when arranging the processing sequence, the internal and external surface should be roughed first, and then the internal and external surface should be finished.
2. CNC lathe processing method
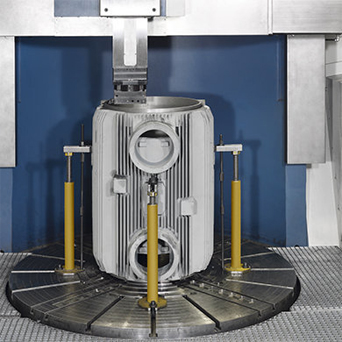
The spindle parts of CNC lathes not only need to meet the high precision requirements during finishing, but also have the function of cutting during rough machining. At the same time, the spindle parts of CNC lathes should have higher dynamic and static rigidity and resistance to thermal deformation.
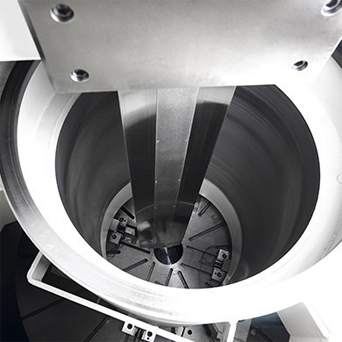
In the operation of CNC lathes, high-speed cutting is usually used, which requires high rigidity of the spindle components. Otherwise, the spindle will produce large elastic deformation under the effect of external force, which will cause oscillation, which will affect the accuracy and surface roughness of the processed parts. The co-rotation accuracy of the spindle components of a CNC lathe refers to the radial runout and axial runout measured with a dial indicator on the positioning surface of the workpiece, fixture or tool at the front end of the spindle at no load and at any speed. Its height directly affects the geometric accuracy and surface quality of the processed parts. and so. The spindle components of CNC lathes must have high reversal accuracy.
The anti-vibration of the spindle parts of the CNC lathe refers to the ability of the spindle parts to resist vibration and maintain a balanced operation in the CNC machining. If the CNC lathe produces oscillation, it will affect the surface quality of the workpiece, the durability of the tool and the life of the spindle bearing, and it will also generate noise and affect the working environment.
The thermal stability of the spindle component refers to the ability of the spindle component to resist shape changes due to heat. Numerical control lathes will generate heat due to friction and other reasons during operation, resulting in an imbalance in the temperature of the spindle components, causing distortions in the shape and orientation of the spindle components, and then affecting the machining accuracy. The precision durability of the spindle components refers to the ability of the spindle to maintain the original manufacturing precision for a long time. CNC lathe equipment is expensive. In order to speed up the capital recovery of CNC lathe equipment, the CNC lathe has a high operating rate. At the same time, it is hoped to extend the service life and reduce the number of repairs, which requires the spindle parts of the CNC lathe to have good precision persistence.
The spindle component structure of the CNC lathe should ensure reliable radial positioning accuracy and axial positioning accuracy to ensure that the workpiece or tool is clamped firmly and accurately, and the impact of clamping errors and positioning errors on the processing quality is reduced. For CNC lathes that require automatic tool change, the spindle components often require functions such as automatic tool loading and unloading, chip blowing, and spindle orientation quasi-stop to meet the requirements of CNC lathes to increase the level of automation and shorten the auxiliary time.

-
What Is the Difference Between CNC Lathe and General Lathe?
The processing process of CNC lathes has characteristics that general lathe cannot compare with:1. It can greatly increase productivityAfter the workpiece is clamped, input the programmed processing p... -

The Requirements of CNC Lathes for Plant Environment Temperature
1. The requirements of CNC turning machines for plant environment temperatureCNC turning machines can efficiently process high-precision turning workpieces, and the processing methods also have functi... -
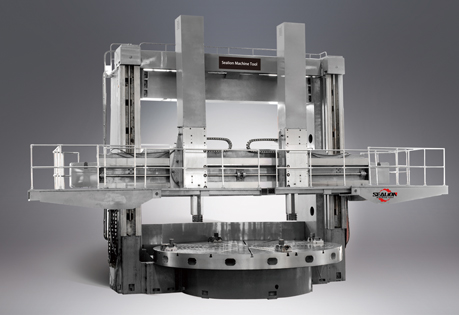
Control Systems and Automation Options in Double Column Vertical Lathes
Double Column Vertical Lathes have become an integral part of various industries due to their ability to efficiently handle large and heavy workpieces. These machines are equipped with advanced contro...
-
Lathe
-
CNC Boring Mill
-
CNC Machining Center
-
Fabrication Service
- Balls Screw Nut
- Components for Construction, Cgriculture and Cining Machinery
- Hydraulic Cylinders
- Hydraulic Pistons
- Machine Tool Components
- Valves
- Welded Components
- Bars & Tubes
- Bearing Rings
- Bearing Rolls
- Motor Shells
- Ceramic Parts
- Cylindrical Broaches
- Dreesing Tools
- Electric Motor Shafts
- Gearbox
- Gears
- Progressive Dies
- Pumps