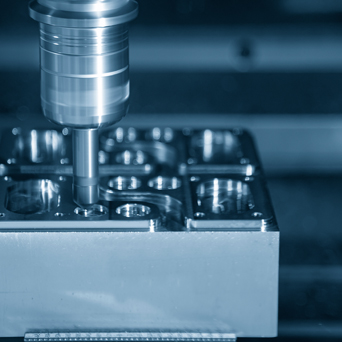
Milling End Face Drilling Center Hole: Milling Process
The center hole is the machining benchmark for the subsequent processing of shaft parts. At present, there are special milling machines for small shafts; while for long shafts, large shafts, and step shafts for center hole processing, the center frame of the lathe is generally used for centering. Because there is only a single machining tool for the hole, it is necessary to turn around during the machining process. Two clampings are used to separately complete the machining of the center holes at both ends of the shaft. At the same time, because the long shaft, large shaft, and step shaft are small, and large in size and heavy, so when turning around, it is not only labor-consuming and time-consuming, but also has low processing efficiency and high insecurity factor. However, milling machines designed and manufactured specifically for long shafts, large shafts, and step shafts have the problems of high cost and low utilization rate, which are not suitable for general small and medium-sized enterprises.
1. Brief introduction of milling machine tools
The milling machine tools include a mechanical table with sliding rails. The two ends of the mechanical table are equipped with milling power heads containing processing tools. The mechanical table is equipped with two sliding tables that are driven by a motor and can move along the sliding rails. Adjustable connecting piece is provided between the two sliding tables, and three-jaw self-centering chucks are oppositely arranged on the two sliding tables, and the circle center of the three-jaw self-centering chuck coincides with the axis of the processing tool.
2. Center hole machining process of milling machine tools
According to the basic steps of machining of mechanical parts, the machining process of the center hole is as follows: first mill the end face of the shaft to obtain the relief surface, and then process the center hole on the relief surface. Therefore, the processing tools include milling cutters (for example, 2 axis mill) and center drills. In addition, according to the needs of the machining process, the motors include fast-forward motors and work-in motors. The fast-forward motors are used for rapid movement of the workpiece, and the work-in motors are used for slow movement when processing the retract surface and the center hole.
3. The specific working process of the milling machine tools
When using, first adjust the specific position of the milling machine coupling according to the length of the workpiece to be processed (long shaft, large shaft, step shaft, etc.), and then determine the distance between the three-jaw self-centering chuck on the two sliding tables, and then the workpiece is clamped between two or three-jaw self-centering discs.
After the workpiece to be processed is clamped, a machining tool, a keyway milling cutter larger than the center*diameter, is installed on the left end milling power head and started, and the fast-forward motor drives the slide The table takes the workpiece along the slide rail to move to the appropriate position quickly to the end, and then is driven by the work-in motor until the left end of the workpiece is plane milled to the predetermined position, the end milling power head is stopped; at the same time, the right end milling power head is clamped for keyway milling cutters larger than the center diameter, the workpiece is driven by the fast-forward motor to quickly move the workpiece to the right position, and then the work feed is changed to the right end of the milling workpiece to the predetermined position, and the right end milling power head stops: the right end of the milling workpiece is retracted.
At the same time, replace the milling cutter on the left end milling power head with a center drill and start it. The workpiece is driven by the fast-forward motor to quickly move to the left to the appropriate position on the left end of the mechanical platform, and then the work-in motor is also driven to punch the center hole to the left. The left end milling power head stops at the specified depth; the milling cutter on the right end milling power head is replaced with a center drill while drilling the center hole at the left end of the workpiece. The process is the same as the process of milling the right end of the workpiece, so that the workpiece can be moved to the appropriate position, the work feed is changed to drill the right end center hole to the specified depth, and the right end milling power head stops. At this point, the workpiece is processed and the workpiece is unloaded.

-

How Double Column Vertical Lathes Optimize Manufacturing Processes
In the realm of manufacturing, where precision and efficiency are paramount, the Double Column Vertical Lathe stands as a formidable tool that has revolutionized machining processes. This blog explore... -
The Impact of Double Column Vertical Lathes on Modern Industry
In today's rapidly evolving industrial landscape, the role of Double Column Vertical Lathes cannot be overstated. This advanced machinery has revolutionized the way modern industries operate, offe... -

Advantages of Using a Floor Type Horizontal Boring Machine
A floor type horizontal boring machine is an essential tool for many industries that require precision and efficiency in their manufacturing processes. With its versatility and capability to perform a...
-
Lathe
-
CNC Boring Mill
-
CNC Machining Center
-
Fabrication Service
- Balls Screw Nut
- Components for Construction, Cgriculture and Cining Machinery
- Hydraulic Cylinders
- Hydraulic Pistons
- Machine Tool Components
- Valves
- Welded Components
- Bars & Tubes
- Bearing Rings
- Bearing Rolls
- Motor Shells
- Ceramic Parts
- Cylindrical Broaches
- Dreesing Tools
- Electric Motor Shafts
- Gearbox
- Gears
- Progressive Dies
- Pumps