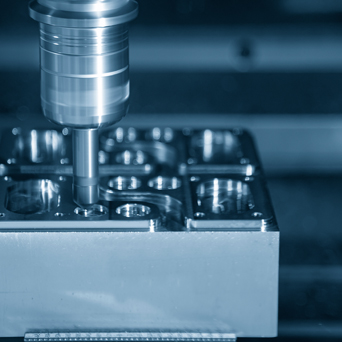
Precautions for Using Tools in CNC Milling of Mold Parts
Please pay attention to the following points when choosing a CNC milling cutter for mold milling:
1. Face milling cutter
Face milling cutters should choose non-heavy carbide end mill or end mill. Generally, the two-time pass is used, and the first pass is best to be rough milled with an end mill, and the cutter passes continuously along the surface of the workpiece. Choose the width of each pass and the diameter of the milling cutter so that the joints do not affect the precision of the finish milling. Therefore, when the machining allowance is large and uneven, the milling cutter diameter should be smaller. When finishing, the diameter of the milling cutter should be larger, and it is best to cover the entire width of the machined surface. In actual work, semi-finishing and finishing of planes generally use a milling cutter that can be converted to a dense tooth surface, which can achieve the desired surface quality, and even milling can be used instead of grinding. The densely distributed cutter teeth greatly increase the feed rate, thereby increasing the cutting efficiency.
2. End mill
Try not to process the rough surface with high-speed steel end mills to prevent tool wear and tool collapse. The rough surface can be processed with cemented carbide end mills. The rough milling options of the step surface, vertical surface and large chucking of large workpieces can be converted to spiral end mills with high efficiency. Replacement of different brands of blades can process steel, cast iron, cast steel, heat-resistant steel and other materials. When mold milling the rough surface of the disc parts, the carbide corrugated end mill can perform powerful cutting if the condition of the machine tool, tool, and workpiece system is allowed.
3. Ball end mill
Since the cutting speed of the spherical end of the ball-end tool is zero, when the tool is moved, between every two rows in place, the machined surface cannot overlap and there is a residual height. The greater the distance between the two rows, the greater the surface error and the worse the surface quality. The smaller the cutting step length and cutting line distance, the lower the processing efficiency. Therefore, under the premise of no interference and no overcutting of the workpiece, whether it is roughing or finishing of curved surfaces, flat-end cutters or flat-bottomed end mills should be preferred. When the surface shape is complex and the precision is high, the processing effect of the ball end mill is significantly higher than other tools.
4. Hammer edge end mill
When the peripheral profile is a symmetrical bevel, there is a high processing efficiency and a good surface roughness. However, when the ratio of the cutting length to the tool diameter is greater than 2, the machining angle changes due to the tool retreat. Therefore, it is not suitable to use the convex ball end mill (the ball head is larger than the handle) to process.
5. Lengthened end mill
When used in the finishing of deep and narrow cavities, generally lengthened end mills made of solid carbide materials are used. In mold milling, when the cut point is a concave part or deep cavity, the extension of the end mill needs to be lengthened. If a long-edged end mill is used, due to the large deflection of the tool, it is easy to produce vibration and cause the tool to break. Therefore, in the machining process, if only the cutting edge near the end of the tool is required to participate in the cutting, it is best to choose a short-edged long-shank end mill with a longer total tool length. When using CNC products, for example, a long-edge end mill must be used, the cutting speed and feed rate must be greatly reduced to ensure tool rigidity.
In addition, the use and installation method of CNC milling tools must be clarified to avoid accidents.

-

What Are the Safety Operating Procedures for China CNC lathe machines?
Ⅰ. Inspection before starting the industrial lathe1. Add appropriate lubricating grease according to the industrial lathe lubrication chart.2. Check all electrical facilities, handle, transmission pa...CNC -
Maintenance and Operation Procedures for Horizontal Boring Machine
The operator of horizontal boring machine must be familiar with the general performance and structure of the machine, transmission system, and over-performance use is strictly prohibited.Before operat... -

Why is a CNC Machining Center More Suitable for Enterprises?
Ⅰ. CNC machining center has advantages over traditional instrumentsThe development of industrial technology speeds up the optimization of enterprises in the use of CNC machining center, which is in t...
-
Lathe
-
CNC Boring Mill
-
CNC Machining Center
-
Fabrication Service
- Balls Screw Nut
- Components for Construction, Cgriculture and Cining Machinery
- Hydraulic Cylinders
- Hydraulic Pistons
- Machine Tool Components
- Valves
- Welded Components
- Bars & Tubes
- Bearing Rings
- Bearing Rolls
- Motor Shells
- Ceramic Parts
- Cylindrical Broaches
- Dreesing Tools
- Electric Motor Shafts
- Gearbox
- Gears
- Progressive Dies
- Pumps