What Can CNC Lathe Do?
1. CNC lathe is used for turning processing
The key to turning is to rotate the workpiece to be processed, and then let the linearly moving tool approach them to carve the surface of the workpiece.
First, the workpiece is fixed on the machine tool by the chuck, and then the workpiece rotates at a high speed under the drive of the motor, and the speed can be controlled manually according to our processing requirements. Then, you can start to control the tool to sculpt on the surface of the workpiece, which is called "cutting". Common turning tools are often made of high-speed steel or cemented carbide. In recent years, ceramic tools and synthetic diamond tools on the market have also been widely used. Different shapes of turning tools can meet various processing requirements.
In addition to the outer surface, the boring tool used in turning can also finish the inner surface where the workpiece has holes.
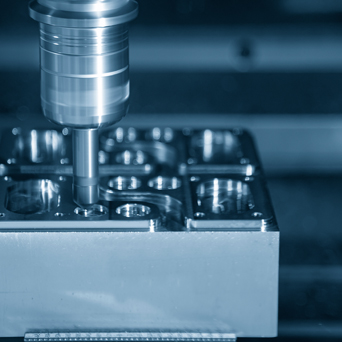
2. CNC lathe is used for milling processing
There are two relative motion modes in traditional milling. One is that the workpiece to be processed is fixed and completely depends on the rotation and translation of the milling cutter. The other is that the milling cutter simply rotates, and the workpiece can move in three directions: front and back, left and right, and up and down.
The milling cutter is a multi-edge cutter. In the milling process of each revolution, each cutting edge of the milling cutter only participates in cutting once, and it is helpful to dissipate heat if it stops during the rest of the time. In this way, the cutting efficiency of the milling cutter is also higher than that of the single-edged turning tool. Milling cutters of different shapes can complete the processing of various planes, step surfaces, grooves and cavities.
3. CNC lathe is used for planing processing
The working principle of planing is clear at a glance. Simple reciprocating motion is extremely inefficient compared with turning and milling. However, because of the simple structure of the equipment and tools, they are still used to roughen the surface of the workpiece.
4. CNC lathe is used for grinding
Grinding refers to cutting the surface of a workpiece with abrasive tools such as grinding wheels and belts. In today's machining, the grinding head has been maturely integrated into the machining center of the CNC milling machine.
5. CNC lathe is used for laser "printing"
After watching the subtraction of cutting and grinding, it's time to do "addition".
The 3D printing methods that can usually be seen are mainly fused deposition molding and light curing molding. The former piles up layers of hot-melt plastic, while the latter irradiates the liquid photosensitive resin layer by layer with specific light to form the required solidified structure.
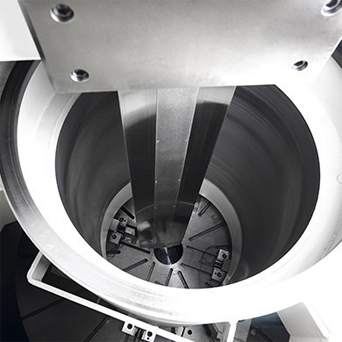
However, these two methods are not suitable for processing metals. To 3D print metal parts, you need to use metal powder and a laser that is enough to bond them together. In a tank covered with metal powder, the computer controls a beam of high-power carbon dioxide laser to selectively sweep the surface of the metal powder. Wherever the laser goes, the metal powder on the surface is completely melted and combined, but the place not illuminated remains in the powder state. The whole process needs to be carried out in a sealed chamber filled with inert gas.
When one layer of "slicing" is scanned, the lowering table will drive the solidified semi-finished product to lower one layer, and then the scraper will smooth the surface to spread the metal powder evenly. On the surface of the new layer of metal powder, the laser scans and irradiates again, and the newly solidified layer will be firmly cladding on the previous layer. After the entire part is manufactured, the descending platform will lift the part from the powder pile.
The selective laser melting technology is derived from selective laser sintering (SLS). It uses pure metal powder, does not require the participation of binders, and only requires one sintering, so better performance parts can be obtained.
6. CNC lathe for metal deposition
This more advanced and convenient metal 3D printing technology is Direct Metal Deposition. It is similar to the "squeezed cream" type of fused deposition, but it sprays metal powder. While spraying metal powder materials, the nozzle also provides high-power laser and inert gas protection. In this way, it will not be limited by the size of the metal powder box, and can directly manufacture larger-volume parts, and it is also very suitable for repairing partially damaged precision parts.
Moreover, using this method to manufacture parts can also be conveniently switched to CNC milling for high-precision processing on the way of "stacking". The free switching of the two allows metal parts to ensure space complexity and surface precision at the same time.
The greatest significance of these new rapid prototyping technologies lies in "integration of design and manufacturing." They no longer need cumbersome processes and can turn ideas into real objects in a short time. The combination of different "addition" and "subtraction" processes not only simplifies the production process, but also saves materials and energy.

-

Future Development and Skill Improvement of CNC Centre Lathe
The 21st century is a century with flourishing science and technology, as well as an important century of industrial breakthrough. Since entering the 21st century, we have been developing and improvin... -
Changes Brought by the CNC Lathe Machine Development
The development of CNC machine tools not only reflects the development level of a country's modern manufacturing industry, but also is one of the important indicators to measure the development le... -
The Importance of Safety and Ergonomics When Using CNC Turntables
In the fast-paced manufacturing industry, CNC turntables have become essential tools for enhancing productivity and precision. These ingenious machines allow for swift and seamless rotation of workpie...
-
Lathe
-
CNC Boring Mill
-
CNC Machining Center
-
Fabrication Service
- Balls Screw Nut
- Components for Construction, Cgriculture and Cining Machinery
- Hydraulic Cylinders
- Hydraulic Pistons
- Machine Tool Components
- Valves
- Welded Components
- Bars & Tubes
- Bearing Rings
- Bearing Rolls
- Motor Shells
- Ceramic Parts
- Cylindrical Broaches
- Dreesing Tools
- Electric Motor Shafts
- Gearbox
- Gears
- Progressive Dies
- Pumps