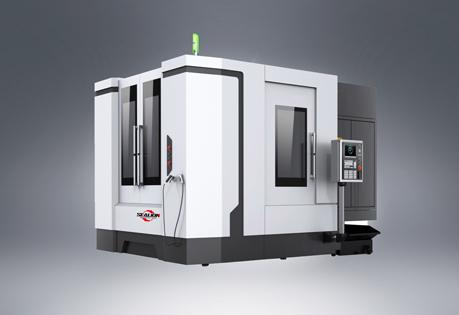
Horizontal Machining Center
Horizontal Machining Center parts can automatically finish four sides milling, boring, drilling, expanding, reaming, tapping, and other multicoated processes after one clamping. Talk to our engineers, you will find the best solution.
Features of Horizontal Machining Center
This series horizontal machining center is developed and manufactured in sealion machine tools. It is advanced and leading products in China for general machining purposes.
The machine is widely used in the processing of box parts, shell parts, disc parts, and special-shaped parts in aerospace, automobile, die, and machinery manufacturing industries. The parts can automatically finish four sides milling, boring, drilling, expanding, reaming, threading, and tapping after one clamp.
How does Horizontal Machining Center Work?
CNC control
Although the machining tasks completed in the horizontal machining center are more complex and critical, through quick and simple settings, sequential commands can be executed through CAD files.
Basic structure
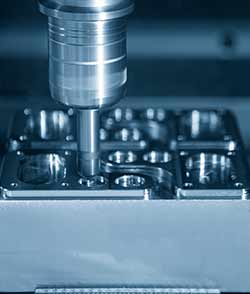
As the name suggests, horizontal machining center uses a main axis parallel to the ground. The horizontally oriented spindle operates the tool extending outward from the side of the tool holder to remove material from the side of the metal part. During the cutting process, metal shavings will be generated and fall off the workbench.
The horizontal machining center rotates the cutting bit against the surface of the stationary workpiece. Unlike operations, turning centers rotate workpieces instead of tools in turning applications. Depending on the application, the cutting tool rotated by the spindle in the HMC can remove material at high speed or slowly and slightly.
Although HMC is suitable for materials such as aluminum, steel, copper and even plastics, the characteristics of the material and the chips generated during the cutting process should be considered to optimize the processing technology and reduce wear.
Milling cutter
The rotating tools of these CNC machining centers perform high-precision milling and other machining operations along the rotating axis to add additional functions. Speaking of milling cutters or end mills, they are produced with teeth and grooves, and they are sharp cutting edges determined by the contour of the product. The material, helix angle and running speed of the milling cutter are important factors that affect the actual milling performance.
Horizontal Machining Center VS Vertical
Both horizontal machining centers and vertical machining centers are popular metal processing solutions and are widely used in workshops. Two styles with different directions from the main axis have their own advantages. When choosing between the two, the number of sides to be cut and the shape of the product are key. In short, if the product needs to be processed on more than two sides, horizontal machining center will be a better choice than vertical machining center.
Vertical machining center is a more economical choice. If you only want to add features on one side of the part, a solution that requires fewer workpiece fixtures and fixtures can provide simpler and more familiar operations. Vertical machining centers are large enough to handle heavy loads and the largest parts, but they can also be used to machine tiny parts, such as medical bone plates.
As mentioned earlier, horizontal machining centers are more advantageous for applications that require multi-sided machining. The 2 integrated trays that normally hold the fixture allow access to the front and side of the part. This feature eliminates human error and significantly improves productivity. Compared with vertical machining center, another advantage of horizontal machining center is the larger tool magazine tool holder, which can improve the chip flow and can hold up to hundreds of tools.
Advantages of Horizontal Machining Center
High Accuracy-advanced thermal control system with a hollow cooling system.
High Speed-12000rpm top spindle speed, 54000mm/min fast-moving speed.
High rigidity- best HT250 casting for the machine body.
Parameters of Horizontal Machining Center
| Item | Unit | MDH40 | MDH50 | MDH65 | MDH80 | MDH125 |
| Table Size | mm | 400x400 | 500x500 | 630x630 | 800x800 | 1250x1250 |
| No of Pallet Changer | 2 | 2 | 2 | 2 | 2 | |
| Table Type | IT OP: BRT | IT OP: BRT | IT OP: BRT | IT OP: BRT | IT OP: BRT | |
| 90 Degree indexing Time | S | 1.9 | 1.7 | 1.7 | 4.5 | 5 |
| Pallet Change Time | S | 5 | 6 | 12 | 12.5 | 35 |
| Max Load on Table | Kg | 400 | 800 | 1300 | 2000 | 3000 |
| X/Y/Z Travel | mm | 630/620/710 | 780/750/800 | 1050/900/900 | 1400/1100/1050 | 1700/1400/1240 |
| Table surface to spindle | mm | 80-700 | 80-830 | 80-980 | 80-1180 | 70-1470 |
| Table center to Spindle | mm | 150-860 | 150-950 | 200-1100 | 200-1250 | 360-1600 |
| Spindle Taper | ISO40 7:24 | ISO50 7:24 | ISO50 7:24 | ISO50 7:24 | ISO50 7:24 | |
| Max Spindle Speed | RPM | 10000/12000 | 6000/8000/12000 | 6000/8000/12000 | 4000/8000/12000 | 6000 |
| X/Y/Z Rapid Speed | m/min | 60 | 45/54 | 45/54 | 36/45 | 45 |
| Tool changer | 40/60/80/120 | 40/60/80/120/160 | 40/60/80/120/160 | 40/60/80/120/160 | 40/60/80/120/160 | |
| Shank Type | BT40 | BT50 | BT50 | BT50 | BT50 | |
| Max Tool Length | mm | 350 | 500 | 500 | 500 | 500 |
| Max Tool Weight | Kg | 8 | 25 | 25 | 25 | 25 |
| Changing Time | S | 1.2 | 2 | 2 | 2.5 | 2.5 |
| Positioning Accuracy | mm | 0.014 | 0.014 | 0.018 | 0.021 | 0.021 |
| Repeatability | mm | 0.006 | 0.006 | 0.007 | 0.009 | 0.009 |
| CNC | Fanuc 31i | Fanuc 31i | Fanuc 31i | Fanuc 31i | Fanuc 31i | |
| Dimension | mm | 2495x5855x2771 | 3200x4891x3125 | 5145x3342x4305 | 5960x3682x3827 | 8075x6087x3702 |
| Weight | Kg | 8000 | 15000 | 18000 | 24500 | 32500 |
-
Lathe

-
CNC Boring Mill
-
CNC Machining Center
-
Fabrication Service
- Balls Screw Nut
- Components for Construction, Cgriculture and Cining Machinery
- Hydraulic Cylinders
- Hydraulic Pistons
- Machine Tool Components
- Valves
- Welded Components
- Bars & Tubes
- Bearing Rings
- Bearing Rolls
- Motor Shells
- Ceramic Parts
- Cylindrical Broaches
- Dreesing Tools
- Electric Motor Shafts
- Gearbox
- Gears
- Progressive Dies
- Pumps