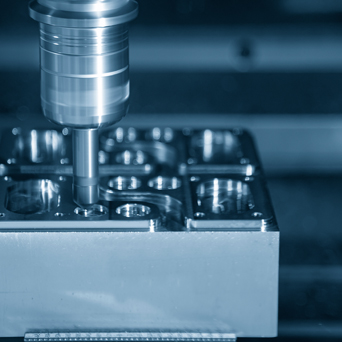
Analysis of Reasons for Tool Position Deviation in CNC Lathes
Because the tool measuring system is based on the lathe system itself, and the processing of CNC lathe is completed through programmed control, the determination and use of coordinate systems are very important. The coordinate system of CNC lathes is parallel to the main spindle direction, i.e., the longitudinal direction is the Z-axis, and the transverse direction is the X-axis, which is perpendicular to the main spindle direction. The direction of the tool away from the workpiece is the positive direction.
Coordinate System and Reference Point of CNC Lathe
The coordinate system of CNC lathe refers to the coordinate system established with the machine tool origin as the origin. The machine tool origin of CNC lathes is usually taken at the intersection of the chuck front and the main spindle centerline.
The origin of CNC lathe has been adjusted by the manufacturer before leaving the factory, and users are not allowed to change it at will. The reference point of CNC lathe refers to a fixed point on the tool holder, that is, the fixed point R, which is far away from the machine tool origin O. This R point has also been adjusted by the manufacturer when the machine tool leaves the factory, and the data is input to the CNC system. Therefore, the coordinate from the machine tool reference point R to the machine tool origin O is a known value and a fixed value.
Generally, before tool setting, CNC lathe must perform the "return to zero" operation (even the tool holder returns to the reference point), that is, the tool holder's tool setting reference point coincides with the CNC reference point R. At this time, the value x and z displayed on the CRT screen are the values of the machine tool reference point r relative to the machine tool origin O in the x and z directions.
Workpiece Coordinate System and Cutting Point
The workpiece coordinate system (also called the programming coordinate system) refers to the coordinate system established with the workpiece origin (or programming origin) as the origin. The programming coordinate system is used for programming and is set by humans.
The workpiece origin can be any point on the workpiece, but in order to program and facilitate numerical calculation, the right end face or left end face intersecting with the workpiece centerline is generally selected as the workpiece origin in CNC lathe programming, and the workpiece coordinate system must be determined first.
The starting point (also called the program starting point) is the position of the tool point relative to the workpiece origin OP, that is, the starting point of the tool relative to the workpiece movement. The establishment of the workpiece coordinate system is actually the process of determining the coordinate value of the tool starting point relative to the workpiece origin.
Currently, the general method of establishing the workpiece coordinate system on CNC lathes is through the corresponding G instructions. After the workpiece coordinate system is established, there is no connection with the machine tool coordinate system. At this time, the two systems are still independent of each other.
The CNC system does not know the position of the workpiece in the machine tool or the position of the tool in the machine tool, and cannot correctly process according to the programmed program. Therefore, before processing, the relationship between the tool position and the machine tool coordinate origin O must be determined, that is, achieved through the general tool setting method before processing.
Tool Position Compensation of CNC Lathe
For tool position compensation, the offset compensation of the tool position must be carried out in the following three cases:
In actual processing, it is usually necessary to use several different positions of the tool (ie, the tip of each tool is at a different position relative to a fixed point on the tool holder) to process workpieces with the same shape and size. However, in programming, a unified coordinate system is often established, and all the tool tips need to be moved to a reference point in the coordinate system, or a tool is set as a benchmark to establish a workpiece coordinate system. Therefore, the tip of the other tool must be moved to the position of the reference point. This can be achieved through tool position compensation.
For the same tool, after re-grinding or replacing a new tool, it is difficult to accurately install it at the original position set by the program, and there is always a position error, which becomes a processing error after actual processing. At this time, it is necessary to correct the installation position error of the tool through the tool position compensation function.
Each tool has different degrees of wear during use, and the difference between the position of the worn tool tip and the programmed position will also cause processing errors, which can also be corrected through the tool position compensation function.

-

Common Alarm and Maintenance of Lubrication System in Machining Center
The alarm of insufficient pressure in the lubrication system of CNC turning lathe center1. When you manually check whether the pressure meets the requirements. Generally, the insufficient pressure is ... -

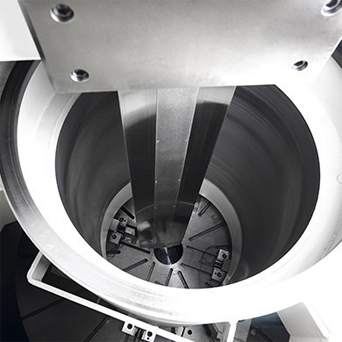
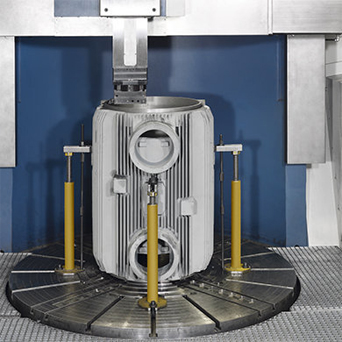
Overview and Operating Precautions of Floor-Type Boring Machine
Introduction to Floor-type Boring MachineDo you know about floor-type boring machine? In fact, they use a type of non-boring, high-speed processing spindle with many interchangeable cutting heads, mak... -
Shipbuilding Industry
China's shipbuilding volume has been in the forefront of the world. With the development of the shipbuilding industry, the demand for the machine tool industry has increased significantly, which p...
-
Lathe
-
CNC Boring Mill
-
CNC Machining Center
-
Fabrication Service
- Balls Screw Nut
- Components for Construction, Cgriculture and Cining Machinery
- Hydraulic Cylinders
- Hydraulic Pistons
- Machine Tool Components
- Valves
- Welded Components
- Bars & Tubes
- Bearing Rings
- Bearing Rolls
- Motor Shells
- Ceramic Parts
- Cylindrical Broaches
- Dreesing Tools
- Electric Motor Shafts
- Gearbox
- Gears
- Progressive Dies
- Pumps